


一般CODCr浓度大于1000mg/l的工业废水厌氧生物处理具有优势。
根据一些研究,厌氧处理CODCr浓度小于1000mg/l的废水也是完全可行的。与好氧处理相比,厌氧处理可以回收生物能源,无能耗或低能耗,容积负荷率高,对环境要求低。剩余污泥产量仅为好氧系统的1/10~1/6,非常稳定。投资少,管理简单,具有广阔的应用前景。
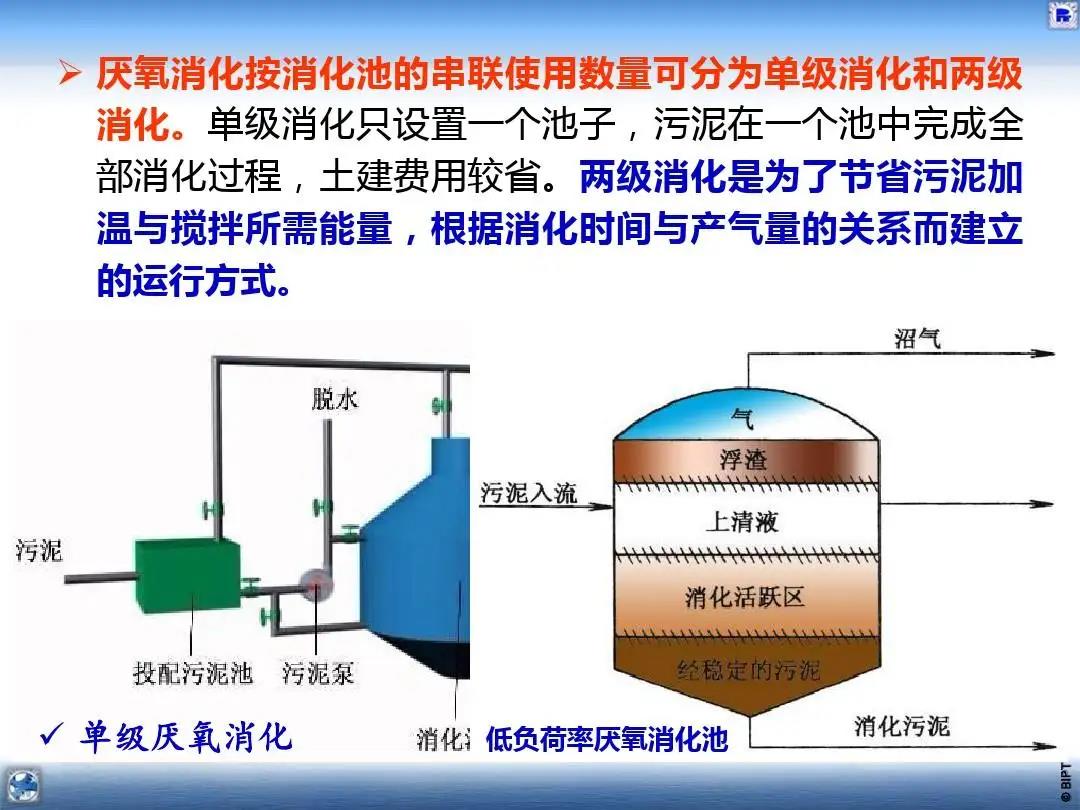
1.普通厌氧消化池
在美国和澳大利亚,这是处理屠宰废水最广泛使用的方法之一。厌氧消化器具有成本低、运行维护简单、有机物去除率高等优点,但其反应速度慢、水力停留时间长、占地面积大、温度要求高。当温度低于21℃时,其效率会大大降低。而庞大的厌氧消化系统一旦被低温瘫痪,就很难恢复。因此,普通厌氧消化工艺不适合土地紧张或常年气温低的地方。

2.自治域边界路由器
与其他厌氧处理工艺相比,屠宰废水处理具有无需脱气和回流设备、有机物和SS去除率高等优点,被认为是屠宰废水处理中很有前途的工艺。ASBR消化产生的沼气可用于系统中的搅拌,也可直接作为处理过程中的能源。D.I.Masse研究表明,ASBR处理屠宰废水的适宜条件为:间歇搅拌,温度25~35℃,反应时间24h,污泥负荷0.2 ~ 0.5kg/(kg·mlss·d),在此条件下,CODCr和SS的去除率分别可达98%和91%。
3.高效厌氧生物反应器
高效厌氧生物反应器处理屠宰废水已成为研究热点。通过强化传质和提高污泥浓度,高效厌氧反应器在短时间内成功实现了良好的去除效果。与传统厌氧消化池相比,高效厌氧反应器的主要优点是负荷能力高、水力停留时间短、占地面积小。国内外高效厌氧反应器主要用于处理屠宰废水:上流式厌氧污泥床(UASB)、厌氧滤池(AF)、厌氧流化床(AFB)、厌氧折流板床反应器(ABR)、厌氧固定膜反应器(AFFR)、内循环反应器(ic)等。
4.厌氧系统
屠宰废水中含有大量的SS和油脂,如果不去除,会直接进入厌氧系统,大大降低厌氧反应速率和产甲烷量,进入UASB还会造成污泥上浮和流失。因此,屠宰废水在进入厌氧系统前进行预处理去除SS和油脂是必要和有效的,最常用的方法是气浮。在UASB之前,N.T.Manjuanth采用压力气浮作为预处理装置。结果表明,气浮可去除原水中50%的污染物,气浮后厌氧处理的反应速率和产甲烷量均高于未处理的原水。
虽然厌氧处理的方式很多,效果也不错,但是厌氧处理的缺点是出水NH3-N、硫化物等还原性污染物多,没有脱氮能力。有时废水的BOD5过高,因此需要进一步处理。
经过厌氧处理后,屠宰废水可以进一步处理。螺旋堆料机专门处理厌氧污泥(即生化污泥)。通过螺旋挤压,泥饼被压出,清水被滤出。这样屠宰废水中的cod大大降低,达标排放。
声明:内容来自互联网,仅供分享。如有侵权,请及时联系我们删除!谢谢



